
Even as additive manufacturing (AM) disrupts traditional manufacturing processes, the AM industry itself is being disrupted. An increasing number of players—both established companies and startups—have entered the market or expanded their roles in the value chain. Many of these players are challenging the industry’s “razor and blade” business model, in which equipment providers earn high margins by selling both printers and materials in a closed system. As an open system takes hold, AM materials will become a standalone category sold directly to end users by large, independent material suppliers. The prices of materials will fall and the range of materials offered will increase, making AM applicable to more use cases.
It should come as no surprise that large material suppliers are attracted to the AM market. The market is growing in both size and complexity as AM applications evolve from prototyping to industrialized production. (See Get Ready for Industrialized Additive Manufacturing, BCG Focus, April 2017.) Our analysis found that the AM materials market exceeded $1 billion in 2017, while the total AM market exceeded $7 billion. We forecast that the AM market will continue to grow over the next several years, albeit more slowly than many stakeholders anticipate. Despite declining prices, we expect margins for AM materials to remain high compared with those of conventional manufacturing materials.
The race for leadership in the growing and profitable AM business is wide open. All players in the disrupted ecosystem have an opportunity to rethink their strategies in order to compete for a greater share of the profit pools. Mastering the interplay between materials and printing technologies is critical to success. That interplay determines the properties of printed parts, directly affecting process stability and product quality. The winners will be those that apply a deep understanding of this interplay to defining and executing innovative strategies that address users’ unmet needs and ensure the high quality of printed parts.
Players Expand Their Roles Along the Value Chain
Equipment providers have traditionally dominated most aspects of the AM value chain. In addition to manufacturing printers, some equipment providers have used raw materials supplied by chemical manufacturers to formulate materials used in AM processes. They have also designed and simulated products. In some cases, equipment providers have operated as service bureaus by printing products for end users. Today, other players are disrupting the AM ecosystem by asserting themselves more strongly in their traditional roles and expanding into new roles—especially those with the highest margins. (See Exhibit 1.)
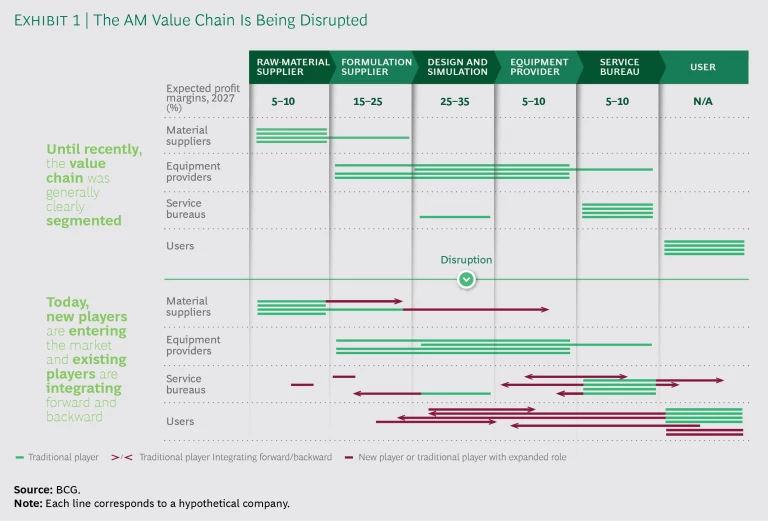
- Large raw-material players, such as BASF and DSM Somos, sell printable materials qualified for specific technologies directly to end customers, rather than providing materials solely through equipment manufacturers. These suppliers offer a broader range of materials than equipment providers and typically have access to end users (such as production companies), which gives them a strong position in the value chain. For example, Henkel Adhesive Technologies, a chemical manufacturer and formulation specialist, has developed a variety of offerings along the entire value chain. These include producing custom-made formulations, selling printers under the Loctite brand, and reselling printing equipment manufactured by Hewlett-Packard (HP) and Carbon. Henkel also offers services for printing and postprocessing of parts.
- Specialized material formulators and distributors, such as Lehmann & Voss, likewise seek to strengthen their market position by selling material formulations outside the closed systems of equipment manufacturers.
- Design and software companies, including Dassault Systèmes and Siemens, offer new control and design software for printing equipment.
- Contract manufacturers, such as Jabil, print parts for end users, threatening the business of existing service bureaus, which depend heavily on equipment providers for both printers and materials. To reduce this dependency, some service bureaus manufacture their own printers. Service bureaus also face demand-side risks, because many end users are developing their own AM engineering capabilities and buying their own printing equipment. To maintain their relevance in the value chain, some service bureaus offer design services to help end users identify and redesign parts for printing.
- End users have integrated backwards along the value chain. For example, GE has acquired Concept Laser and Arcam, two of the four leading equipment providers for metal-based AM. Arcam includes AP&C, a leading AM powder manufacturer. End users that succeed in identifying blockbuster AM applications and the right combinations of technology and material will be able to use their enhanced buying power to demand lower material prices.
Additionally, manufacturers of 3D printers are seeing competition from startups (such as Desktop Metal and Carbon), as well as from 2D printer manufacturers (such as HP) that have expanded their product lines to include new 3D-printing technology.
The Market Is Evolving Toward an Open System
What has motivated companies to make disruptive moves in the AM value chain? Simply put, the pie is getting larger. What was a small market is rapidly expanding as AM increasingly is used in industrial applications. So far, the AM market has had higher margins across the value chain than traditional manufacturing. This is especially true for sales of materials, with markups of several hundred percent in some cases.
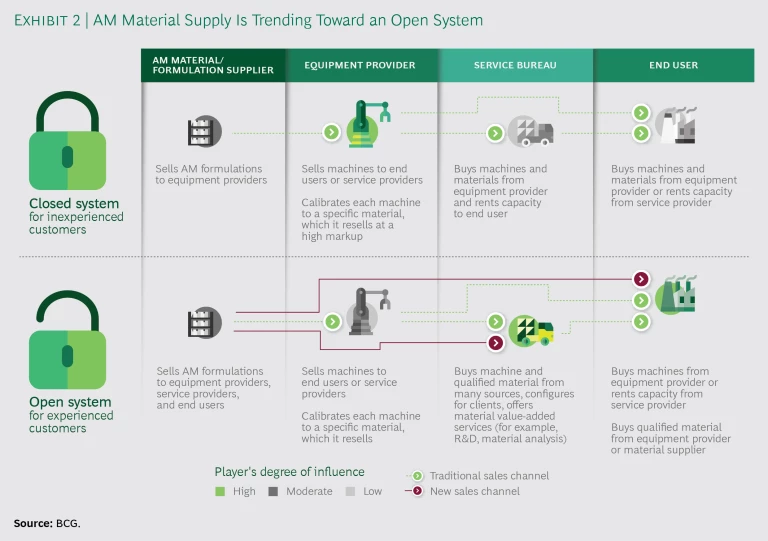
The market’s expansion is having a dramatic effect on demand for AM materials. Until recently, AM end users needed low volumes of materials. Given the small size of the market, material suppliers opportunistically provided materials for AM applications, mainly via equipment providers. Indeed, most AM equipment has been sold within a closed system in which equipment providers offer both machines and materials to end users. The equipment provider calibrates the machine to a specific material, enhances the material’s properties, and sells the material at a significant markup. Customers can also rent AM capacity from service bureaus, which purchase machines and materials from equipment providers. Customers are willing to accept a closed system in the early—small-scale—stages of adopting a new manufacturing process. Because they are gaining experience with AM through low-volume applications in R&D and prototyping, users typically want to ensure that the systems work and are thus willing to accept higher prices compared with an industrial application.
What was a small market is rapidly expanding as AM increasingly is used in industrial applications.
Material suppliers have responded to the greater demand by developing materials specifically meant for AM. They are also pursuing a larger share of margins by directly supplying end users. By developing application-specific materials and targeting their existing customer base, suppliers have increased the pressure on equipment manufacturers to open up their systems and share their high margins.
Equipment providers’ high markups for materials are also threatened by emerging technologies that can print raw-material granulates directly. These technologies—which include Cincinnati’s Big Area Additive Manufacturing and Arburg’s Freeformer—directly compete with existing technology that uses special AM formulations.
In light of these developments, we expect users to increasingly demand an open system in which they can purchase materials qualified for specific equipment directly from their preferred material suppliers. (See Exhibit 2.) The trend toward an open system is already evident for equipment that uses metal-based AM processes. Closed systems still predominate in polymer-based processes, where equipment providers are, to some extent, responsible for material formulation. As AM processes become more widely adopted for higher-volume industrial production, open systems will likely come to prevail throughout the industry. The shift toward open systems poses a threat to those equipment providers whose profitability depends on selling materials.
Equipment providers are not ready to relinquish their preeminent position in the value chain. Indeed, they are making strong efforts to protect their share of the AM materials market. These efforts include providing “chipped” filament cartridges that require users to utilize filament sold only by the equipment provider, as well as excluding equipment from warranty coverage if the user does not utilize the equipment provider’s material.
In order to successfully compete for market leadership, other players must match equipment providers’ knowledge of the interplay between materials and printing technology. An in-depth understanding of the AM materials landscape provides a solid foundation for developing a winning strategy across the value chain.
A Diverse Materials Landscape
Materials for industrialized AM include polymers, composites, and metal powders. End users need a wide variety of printable materials to accommodate the diversity of applications for which they want to utilize AM. Moreover, many technologies currently in use require specific types of materials.
Polymers
Many different types of polymers are used today, including thermoplastic filaments and powders and liquid photopolymers, and others are being developed. (See Exhibit 3.)
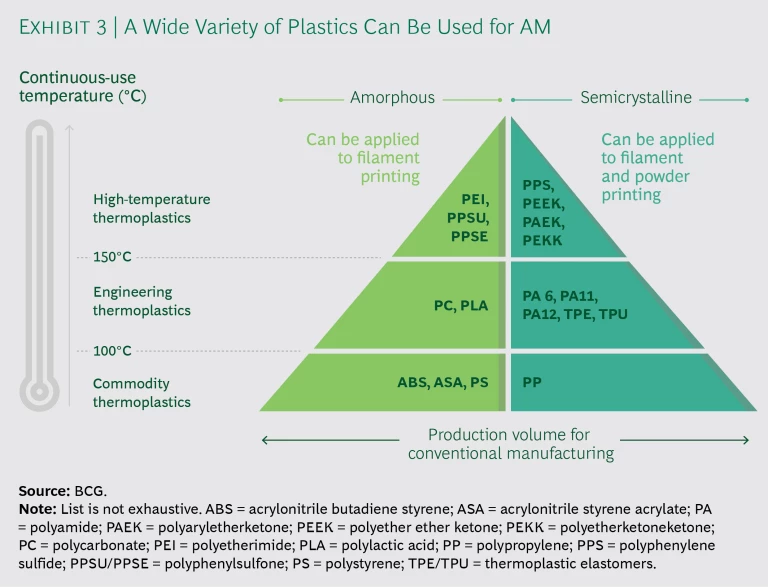
The spectrum ranges from basic-performance polymers such as acrylonitrile butadiene styrene (ABS), a low-cost engineering plastic, to high-performance materials, such as representatives of the polyaryletherketone family. High-performance polymers are durable, offering fatigue resistance, thermal stability, and chemical resistance. ABS and polylactic acid (PLA) are the most commonly used polymers for the low-end filament-based processes. PLA is gaining popularity and might surpass ABS as the preferred material in the near future, owing to its superior aesthetic properties, ability to promote part accuracy, and biodegradability. Polyamides are a family of materials used for high-strength components. One version, PA12, is most commonly used for selective laser sintering.
Chemical companies are developing materials for both established and emerging polymer technologies. There are four main categories of established technologies: vat photopolymerization, material jetting, thermoplastic extrusion, and powder bed fusion. Emerging technologies include Multi Jet Fusion (MJF), a high-speed sintering technology developed by HP, and continuous liquid interface production, developed by Carbon. According to their manufacturers, high-speed sintering technologies, including MJF, are 10 to 100 times faster than other 3D-printing processes. Because different processes are still competing and will remain relevant for different applications, a “winning” technology has yet to emerge for polymer-based AM.
Additionally, companies are developing chemical agents for use in polymer-based AM processes, typically for high-speed sintering technologies. MJF, for example, uses two types of agents: detailing agents that inhibit sintering (thermally or mechanically) in order to allow for greater detailing around the edges of a printed part, and absorbers or fusion agents that enable the sintering process where desired. Other high-speed sintering technologies promote fusion by using ink that absorbs infrared radiation, without the need for a detailing agent. The greater adoption of high-speed sintering technologies will lead to a significant increase in demand for the required chemical agents.
To date, fewer high-volume industrial AM applications have been developed for polymers than for metals. The most established conventional manufacturing process that utilizes polymers is injection molding, which uses polymer granulates. Because granulates typically are not shaped for AM, new formulations and additional process steps are required to transform them into printable polymer powders, filaments, and photopolymers. Despite the challenges, the first technologies that utilize polymer granulates have arrived in the market, such as Cincinnati’s Big Area Additive Manufacturing and Arburg’s Freeformer, mentioned above.
Composites
We expect composites (polymers enhanced with carbon fibers or other materials) to become increasingly important for printing large parts. Parts made from composites are more durable and stable than those made from polymers, and they weigh less. High-strength and high-tensile composites are needed to unlock new applications and replace, at least partially, metal applications.
Metal Powders
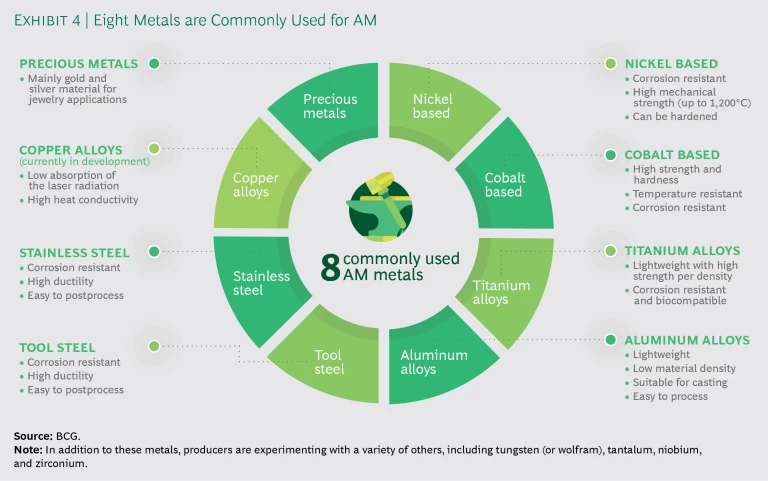
The landscape for metal powders is also diverse. (See Exhibit 4.) Commonly used alloys are based on nickel, cobalt, titanium, or aluminum. Nickel-based alloys (such as Inconel) are corrosion resistant, have high mechanical strength, and can be hardened. Cobalt-based alloys are strong and hard and resistant to high temperatures and corrosion. Titanium alloys are lightweight, strong per density, corrosion resistant, and biocompatible. Aluminum alloys, used for casting, have low material density and are lightweight and easy to process. Tool steel and stainless steel powders are also used. Both are corrosion resistant and well suited to high-ductility postprocessing. Copper alloys (currently in development) and precious metals (mainly gold and silver) are used only in small volumes for niche applications.
Given the need for lightweight structures, especially in aerospace and automotive applications, manufacturers prefer to use titanium and aluminum powders. Although production costs are lower for aluminum, titanium has enjoyed an advantage to date owing to its superior mechanical properties and thermal and corrosion resistance. In the coming years, we expect standard aluminum alloys to be replaced by specialized aluminum alloys that outperform titanium from an economic perspective. (See “Battle of the Metals: Specialized Aluminum Alloys Versus Titanium.”) Over the next ten years, specialized aluminum alloys’ share of the aluminum AM materials market will increase dramatically, representing up to three-quarters of the market by 2027. The share of standard aluminum alloys will decline from around 90% in 2017 to between 25% and 30% in 2027.
BATTLE OF THE METALS: SPECIALIZED ALUMINUM ALLOYS VERSUS TITANIUM
BATTLE OF THE METALS: SPECIALIZED ALUMINUM ALLOYS VERSUS TITANIUM
The superior economic performance of specialized aluminum alloys compared with titanium arises from advantages relating to direct production cost and the product life cycle:
- The production cost advantage, per part, stems from two benefits. First, specialized aluminum alloys enable faster build speeds owing to their significantly higher thermal conductivity. Second, they can significantly reduce postprocessing time and costs because they have superior machinability (that is, processing to achieve the final shape).
- Life cycle advantages arise because aluminum material is 40% lighter than titanium. The lighter weight enables fuel savings over the lifetime of products used in, for example, aerospace and automotive applications.
Additionally, specialized aluminum alloys are stronger than conventional aluminum, allowing them to compete with titanium in high-strength applications. For both aerospace and automotive applications, specialized high-strength aluminum alloys can be used in 20% of additively manufactured parts that would otherwise be made of titanium.
We analyzed how the cost structure of an aerospace part not critical to safety would differ if it were printed using a specialized aluminum alloy (Scalmalloy) versus titanium (Ti-46). (See the exhibit.) The overall costs with the specialized aluminum alloy are 20% lower. Postprocessing costs per part are approximately 11% lower, owing to the alloy’s superior machinability. Machine costs per part are 40% lower, because the alloy enables a build speed that is almost twice as fast.
End users are typically willing to pay more for a material with better properties for machinability in order to reduce postprocessing costs and increase AM build speed. Today, materials represent only 5% to 20% of the overall cost of most metal parts, while postprocessing accounts for 50% to 60% and machine costs account for 25% to 30%.
Powder bed fusion is the leading technology used for metal-based AM, with a market share of approximately 85%. This technology benefits from utilizing powder developed for traditional manufacturing processes (such as coating applications or metal injection molding). However, it is becoming more common for suppliers to develop materials especially for AM processes. Material suppliers are moving from a generalist approach for AM materials to providing alloys and materials for specific industries and applications. Aeromet International, for instance, is developing an aluminum-copper alloy specifically for high-strength, high-temperature aerospace applications. Similarly, Cooksongold has developed gold material for AM applications in the jewelry industry.
During the past two years, several companies have entered the market to supply AM metal powder. For example, Arconic (formerly part of Alcoa) announced that it was investing in a new facility to produce metal for AM applications. PyroGenesis Canada spun off a business unit that focuses on powder production for AM. Carpenter Technology, a producer of specialty alloys, has expanded into metal AM powder production by acquiring Puris, a producer of titanium powder, and LPW Technology, a supplier of AM metal powders and powder management solutions.
Suppliers with a broad portfolio of metal powders that cater to a wide array of customer needs are especially well positioned to grow their businesses as suppliers of AM material. The process for powder production inevitably creates particles of varying sizes that are suited for different manufacturing processes. It is not possible to solely produce powder that is suitable for AM. For example, AM powder production typically requires the use of a gas atomization process, but only a fraction of the powder produced through this process is suitable for AM.
To produce metal powder for AM, companies must overcome constraints that affect the economic and technical viability of running a production facility. First, different processes and equipment are used depending on the type of metal produced. For example, to reduce the risk of oxidation and explosion, a different type of gas atomizer is required in the production of aluminum powder than in the production of other metal powders. Second, because many industries and applications have requirements regarding powder purity, companies often cannot produce different materials within the same machine chamber.
In theory, companies that currently produce metal powder for non-AM uses can start producing AM-specific powders. However, in practice, only a limited number of companies are capable of producing AM metals of the required quality. Consequently, many material suppliers outsource production of AM powder and focus on formulating and distributing new alloys.
Each type of player along the AM value chain needs to redefine its strategy to succeed in the disrupted ecosystem.
Identifying the Right Strategy for Success
Each type of player along the AM value chain needs to redefine its strategy to succeed in the disrupted ecosystem. A company must first identify which unmet market needs it wants to serve. This includes identifying which industry and applications to target, as well as the right value chain position and product offerings. Opportunities should be defined precisely, such as “developing a high-tensile PA polymer for a material extrusion application in the dental market” or “offering design and simulation software to support the development of new structural aerospace parts.”
The initial objective should be to identify a list of approximately 50 to 100 specific opportunities. For example, drawing upon BCG’s list of more than 150 AM opportunities across various industry verticals, one company was able to identify roughly 80 opportunities that it could potentially pursue. To create a prioritized list of approximately ten opportunities, companies should assess each opportunity on the basis of its attractiveness and the feasibility of competing in the area. The feasibility review takes into consideration whether the company has, or could readily develop or access, the capabilities needed to succeed.
A critical issue to assess in this context is whether the company should be active in only one part of the value chain or should tap into adjacent profit pools, such as by offering equipment as well as materials. The decision will depend on the company’s starting position along the value chain, its current capabilities and strengths, and its ambition. Most companies do not possess the full range of capabilities and expertise required to participate in multiple parts of the value chain. To succeed, companies must find ways to obtain this knowledge. One option is to form partnerships across the value chain. (See “The Power of Partnerships.”)
THE POWER OF PARTNERSHIPS
THE POWER OF PARTNERSHIPS
For all players along the disrupted AM value chain, partnerships offer a promising way to define and execute innovative strategies. Partnering options range from loose cooperation and strategic alliances to joint ventures and mergers or acquisitions. Potential partners can be found along the full value chain, including resin or alloy formulators, software providers, equipment providers, service bureaus, and end users. For example, a company used BCG’s database of more than 1,000 companies along the AM value chain to assess a wide array of partnering opportunities. The company quickly selected a short list of approximately 20 players to contact.
Partnerships allow players to execute new strategies aimed at meeting end users’ needs in ways that would not be possible if they were acting independently. For example:
- Material or formulation suppliers benefit from tapping into equipment providers’ expertise in AM technology, which allows them to optimize their materials or formulations for use with specific technologies. They also receive the endorsement of equipment providers and gain better access to end users. At the same time, suppliers can take advantage of their existing knowledge of raw materials to offer services related to design, application engineering, simulation, and postprocessing.
- Equipment providers can draw upon a larger materials portfolio and get access to the traditional customer base of material or formulation suppliers. Partnerships also give equipment providers more opportunities to apply their AM knowledge and expertise to the development of new combinations of products and services, including advisory services for end users.
- Service bureaus can leverage partnerships to develop the optimal combination of materials and technologies for a specific application. This allows them to expand their offering to include the materials required to ensure high quality of final parts. In addition, a service bureau that purchases a large number of AM machines has significant bargaining power to persuade equipment providers and material suppliers to collaborate for its benefit.
Additionally, end users can participate in partnerships seeking to develop new AM applications that address their unmet needs. In one such collaboration, HP partners within its open materials platform with material suppliers, including Henkel, BASF, and Evonik, as well as with AM users in various industries, such as BMW and Nike. The partnership has been an essential element of the participants’ redefined strategies in the value chain, allowing them to capture synergies and develop materials and printing processes tailored to the final application. By enabling the partners to provide direct feedback to each other, the collaboration also facilitates continuous improvement.
In exploring opportunities and defining strategies, the key players in the value chain should pursue different objectives.
Material or Formulation Suppliers
Suppliers of materials or formulations must determine how to enter the market or expand their roles within it. Strategic objectives range from expanding the offering to enhancing the supply chain.
Expanding the Range of Materials Offered. To enable end users to utilize AM on an industrialized basis, suppliers must offer a wider range of printable polymers and metal alloys. These materials need to not only match the requirements of specific target industries but also be tailored to the specific needs of applications and customers. Indeed, experienced users are demanding formulations that are individually developed and produced for their specific applications. It is also essential to provide consistently high quality and reliable delivery of materials at the required volume.
Optimizing Materials for AM Processes. Suppliers must gain comprehensive process knowledge in order to develop and optimize AM materials that meet the high-quality requirements of series production. One way to gain this knowledge is to form partnerships with equipment providers. For example, Henkel has used such collaborations to gain insight into printers’ capabilities and iteratively fine-tune offerings for the benefit of end users. The company was among the first to join HP’s open materials platform. In 2018, it became the first global reseller of HP’s Multi Jet Fusion printers. Additionally, Henkel is collaborating with Carbon to develop materials and specialized dispensing equipment for photopolymer printers. It is also independently supplying tailor-made photo resins for various high-performance applications.
Suppliers can collaborate with equipment manufacturers to find ways to overcome limitations of materials that affect the surface quality and properties (thermal, mechanical, and chemical) of final parts. Materials used for industrialized AM must meet exact specifications for chemical composition. In order to enable flow and processing, for instance, partnership participants must define and meet specifications for particle and filament size. Particles must be spherical to promote flow, packing density, and consistent distribution on the build platform. The porosity of particle powder must also be precisely specified, as it influences the stability of the AM process and determines the porosity of the finished component. Additionally, AM materials must be certified as meeting regulatory standards for specific industries, such as US Federal Aviation Administration requirements for aerospace applications and US Food and Drug Administration requirements for medical applications.
AM materials used for broad-based industrialization must become more cost competitive.
Reducing Costs. Today, AM materials are much more expensive—easily by a factor of 10 to 15—than materials used in conventional manufacturing processes. Collaborations between suppliers and academic research institutions are essential to reducing the cost of both polymer and metal generation for AM applications.
The cost of polymers for AM applications currently exceeds that of conventional manufacturing materials because the production of printable thermoplastic materials requires a secondary production step (either filament making or powder grinding). Although this disparity may be acceptable in a prototyping context, AM materials used for broad-based industrialization must become more cost competitive.
The metal powder used in AM today is a side product of the process utilized to create powder for conventional manufacturing. Atomizing metal to produce powder specifically for AM is expensive. Entirely new production technologies are required to produce powder in a cost-effective process. The standard process used to create metals for AM applications is gas atomization. However, studies by GKN and academic research institutions have found that water atomization is a viable, lower-cost process. Additionally, studies are underway to assess whether nonatomization-based approaches—such as electrolysis and metal hydride—are viable, lower-cost alternatives. New methods, such as hydrogenation and dehydrogenation, are currently under development and will not be ready for industrial applications for at least five years. By joining forces with academia to add their expertise to such studies, material suppliers can help accelerate innovation.
Interestingly, our market analysis indicates that price elasticity is high: reducing prices of materials does not lead to significantly larger market size in terms of monetary value. However, reducing prices does lead to an increase in market size in terms of tonnage and volume of material purchased and thus promotes the further industrialization of AM.
Enhancing the Supply Chain End to End. Suppliers must create an end-to-end supply chain solution for materials that includes ensuring full traceability back to the source and offering to recycle used powder, especially for polymers. The entire production process for powder (from mining and raw material processing to atomization and validation) must be visible and traceable, so that end users can be assured that they are using high-quality materials to build critical parts. In powder-based AM processes, a substantial amount of material remains in the powder bed after layering. Suppliers must further develop processes that test, reuse, and recycle this unfused powder. The ability to reuse recycled materials will help lower overall manufacturing costs, thereby promoting AM adoption.
Equipment Providers
Equipment providers must defend their core offerings and expertise, while pursuing new ways to create value for end users.
Defending a Preeminent Role in Process Engineering and Machine Intelligence. Equipment providers must continue to excel in their core competencies. For example, they need to defend their position as the “spider in the web” of end-to-end process engineering. This role entails optimizing the interconnection between machine elements and other parts of the value chain, such as part design, powder production, and postprocessing. To orchestrate the end-to-end process, equipment providers need to maintain good relationships with material suppliers and end users. Moreover, they must defend their expertise in machine intelligence. This requires new technologies such as artificial intelligence to optimize machine settings, software for controlling the build process, and monitoring software (such as for analyzing the characteristics of the melt pool).
Adding Value to Material Sales. To protect their material sales, equipment providers should explore offering value-adding services to customers that use their branded material. An example is using RFID chips in printers to enable communication between the material and the printer. The RFID tag could, for instance, transmit the right settings for a specific material directly to the printer, promoting ease of use.
Improving and Stabilizing AM Processes. Equipment manufacturers can apply their expertise to improve and stabilize AM processes. Despite many recent advances, most AM processes are not yet compatible with traditional manufacturing methods. A one-to-one comparison points to important disadvantages for AM—relating to tensile strength, durability, and surface finish, for example. The reliability and reproducibility of AM processes also must be improved. Efforts are underway to upgrade existing machines or optimize software so that printer control can be adjusted on the basis of the equipment’s environment. Stratasys Direct Manufacturing, for example, has optimized its Fortus 900 FDM printers to print parts for aircraft interiors. Aircraft manufacturers have approved the modified printers. The standard Fortus printers had not received such approval, because of unreliable printing results.
Integrating Machines into the Production Environment. Because most AM machines are designed for prototyping and single-part production, they cannot be easily integrated into the shop floor. Integration requires machine controls that can be included seamlessly in the factory’s manufacturing execution system and enterprise resource planning software. It also requires higher levels of automation to reduce manual work and comprehensive maintenance services, similar to those for other production machinery, to reduce the number of costly production stops.
The ability to reuse recycled materials will help lower overall manufacturing costs, thereby promoting AM adoption.
Service Bureaus
To maintain a role in the value chain, service bureaus must offer to perform distinctive value-added activities that end users cannot perform themselves.
Expanding Design Services. Today, service bureaus create a printable file based on computer-aided design drawings. They can expand their offering to support earlier stages of the design process and the simulation of a printed part’s physical properties. They can also provide a consultancy service that supports AM users from the design stage to the printing process. Such a service would help address the gap in design expertise in the AM ecosystem. Few industrial design and development engineers understand the broad applicability of AM in production. As a result, they usually design new parts meant to be produced using traditional manufacturing processes.
Identifying Optimization Opportunities. Service bureaus can support their customers in identifying which products or spare parts can be optimized using AM. For example, EOS offers such a service through its consultancy branch, Additive Minds. To support customers effectively, service bureaus will need to build their expertise regarding industry-specific applications, both those currently used and new ones that could be developed.
Educating AM Engineers. Service bureaus have a unique opportunity to help manufacturers close existing talent gaps relating to the design of AM parts and the integration of AM equipment into a production environment. They can apply their longstanding expertise to train engineers at larger companies that need to print their parts in-house. Service bureaus can also develop an offering that allows their personnel to operate AM machines located in a manufacturer’s facility, thus upskilling the workforce at the manufacturer’s site.
The entire AM ecosystem is being disrupted, requiring each player to rethink its strategy for gaining a competitive advantage. Which players win the race will largely depend on each company’s decisions and actions. Innovation is required not only for products and services but also with respect to how companies compete. Equipment providers need to refocus or even redefine their strategy in order to maintain their strong positions in the value chain. Other players must make rapid progress along the AM learning curve in order to achieve the wide variety of objectives required for market leadership. To fully exploit the advantages of the technology and embark on a sustainable growth path, all players must collaborate to educate users and help to identify new applications, especially for parts explicitly designed for AM. Companies that succeed will capture the benefits of disruption while avoiding its hazards.





