More than a century after the conveyor belt revolutionized manufacturing by ushering in mass production, it remains the dominant feature on most shop floors, especially in the automotive industry. Yet much has changed since Henry Ford famously declared about the Model T that “any customer can have a car painted any color that he wants so long as it is black.”
As Ford’s remark tacitly acknowledged, conveyor belts are best suited to producing high volumes of standardized products. But today’s carmakers are dealing with much more variety and complexity, pushing conventional conveyor belts beyond their capabilities, which is lowering productivity and increasing costs. This reality is leading automakers to consider replacing conventional fixed conveyor belts with flexible-cell manufacturing—an assembly setup in which automated guided vehicles (AGVs) transport car bodies individually only to those assembly workstations that are relevant to the specific model.
BCG and simulation specialist Ipolog recently conducted a flexible-cell manufacturing simulation, the results of which—described below—are the first results of such a simulation ever to be made public and show the enormous potential benefits for the automobile industry. In the simulation, flexible-cell manufacturing increased worker utilization by 12%, leading to a drop in yearly wage costs of the same magnitude.
Complexity Is Steadily Increasing
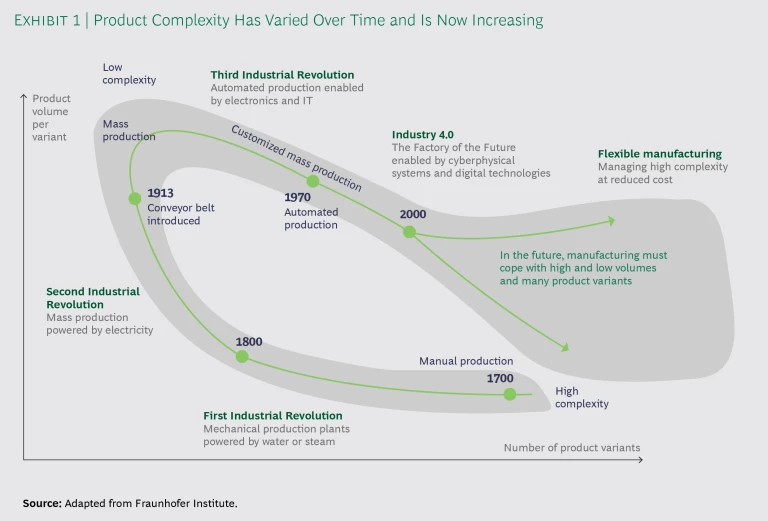
The history of industrial production can be told in terms of alternately increasing and decreasing complexity—that is, the number of product variants and the volume per variant. As manufacturing evolved from the production of a small number of customized, mostly handmade products to the mass production of large volumes of standardized products, complexity decreased. And, beginning in the 1970s, further strides in automation allowed manufacturers to satisfy customer demand with even higher volumes.
But the constantly rising demand for customized products introduced more complexity to production, and today complexity continues to grow. (See Exhibit 1.) That is especially true among automakers. Some large manufacturers, such as BMW and GM, produce more than 30 vehicle models, each of which can be configured in many different ways. According to Audi, there are theoretically 1.1x1038 possible configurations of the A3 model alone.
Four global trends will continue to intensify the demand for highly customized, low-volume vehicle models, creating more and more production complexity:
- Fast Innovation Cycles. The pace of innovation will accelerate over the next decade, and manufacturers will need to rapidly introduce new vehicle models into existing plants and production lines.
- Personalization. Customers will want to configure their vehicles, track production in real time, and make last-minute changes. To accommodate these specifications, manufacturers will need to produce a significantly higher number of vehicle variations in a more flexible environment.
- Automated Driving. In 2030, approximately 26% of vehicles sold in the US will be autonomous, according to BCG analysis. The interior of these vehicles will be fully customizable, allowing for different seating configurations and entertainment systems.
- Electromobility. In 2025, approximately 24% of vehicles sold will be electric or hybrid electric. Because the transition to electromobility will occur slowly, manufacturers will face the complexity of producing models with internal-combustion, electric, and hybrid engines for many years.
Complexity’s Effects on Conveyor Belt Assembly
In a traditional conveyor belt setup, a key metric is takt time. The average time between the start of production of one unit and the start of production of the next unit, with these production starts matching the rate of customer demand. In order for the conveyor belt to move efficiently, the process times per workstation should match the general takt time with a high degree of accuracy. But increasing complexity makes it difficult to balance process times across all workstations, because some workers will finish their assigned tasks before the conveyor belt moves on. This imbalance in worker utilization results in unproductive time on the belt. (See Exhibit 2.)
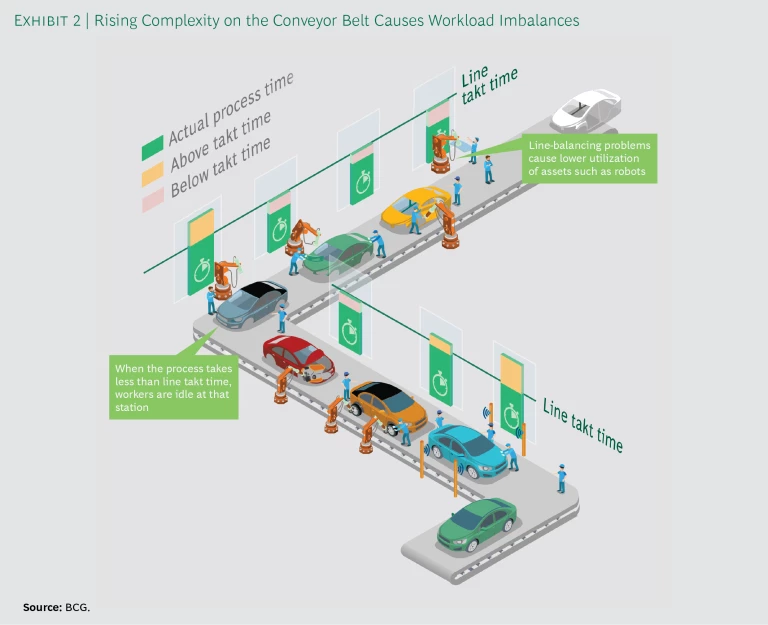
Complexity also means that workers must contend with constantly changing tasks while trying to maintain a high level of quality and productivity. Moreover, the interconnectedness of conveyor belts limits opportunities to adjust the production sequence in order to reduce takt time losses.
Complexity affects all areas of the automotive value chain, especially final assembly and logistics:
- Final Assembly. High levels of customization mean that every vehicle must pass through every workstation on a conveyor belt, including stations where assembly of parts not required by a particular vehicle takes place. For example, for models that come either with or without electrically adjustable car seats, the production line will have an assembly station for this optional equipment, which every vehicle must pass through.
- Logistics. Many product variations require a high degree of coordination with suppliers, as well as more space and advanced capabilities for delivering parts to the production line. As space restrictions make staging materials at the line more difficult, kitting—the process of preselecting and picking all the parts required to assemble an individual product—will become more important. Moreover, the need to stage materials ergonomically for workers can involve costly and complex logistics.
Industry 4.0 Enables Cell Manufacturing
Flexible-cell manufacturing has intrigued manufacturers for decades. Now, recent advances in Industry 4.0 digital technologies have made it possible, though some of these technologies still must be proven.
In flexible-cell manufacturing, workstations are not interconnected, as they are with traditional conveyor belts. Instead, work takes place at modular stations, called flexible manufacturing cells (FMCs). Rather than following a standardized direction of movement in a predefined takt, each product passes only through those workstations that are relevant to its specifications and is assembled according to an optimized process sequence.
Industry 4.0 technologies are facilitating the introduction of flexible-cell manufacturing in several ways.
- Production Control. Advances in IT systems and digital logistics enable real-time control of highly complex processes that occur on different shop floors in a single factory. All equipment (including machines, AGVs, and tools) on the shop floor and in the logistics area are connected and continuously send status and location data to the factory’s digital twin. There the data is processed in near real-time and used to centrally steer all the operations on the shop floor. These intelligent systems can tell AGVs which workstation to approach and how to react to problems. For example, if there’s an equipment breakdown at an FMC, the steering system’s constant optimization logic allows AGVs to reroute car bodies and all corresponding parts to a different cell.
- Advanced Robots and Handling Devices. To accommodate the increasing number of car variants handled at workstations, robots and handling devices can autonomously adjust to different car bodies and perform changeovers automatically. They can also adapt to the ergonomic needs of individual operators.
- Movable and Plug-and-Produce Equipment. Movable equipment with plug-and-produce functionality allows manufacturers to quickly install or replace equipment at the FMC.
- Assistant Systems for Operators. IT-based assistant systems can recognize each car entering an FMC and display vehicle-specific information (such as assembly procedures and computer-aided design models) directly to the workstation. Assistant systems can also track tools and offer workers other visual aids, such as large touch screens or projectors, which display the next task and the location on the car where it will occur.
Flexible-Cell Manufacturing Manages Complexity
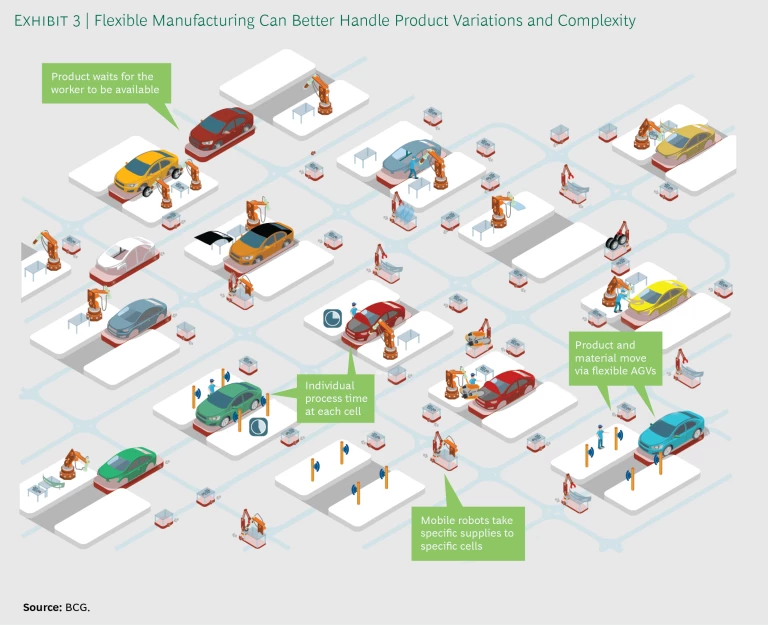
By eliminating the fixed conveyor belt and the fixed-line takt, and by allowing AGVs to transport a product only to those workstations relevant to its specifications, flexible-cell manufacturing can better handle the complexities of today’s automobile factories and improve productivity. (See Exhibit 3.)
On a conveyor belt, high product variance makes it difficult to execute various assembly tasks within the given takt time, leading to takt time losses. With flexible-cell manufacturing, each FMC has an individual process time for each car passing through, so those losses are completely eliminated. However, each worker has to follow standard times for all processes in order to maintain productivity levels similar to those of conveyor belts.
Because the tasks of each FMC are different and changeable, manufacturers can adapt a cell to take on more or fewer assembly tasks. And processes such as screwing can be combined in one cell. These options help ensure that the car is always waiting for workers to become available rather than forcing workers to wait for the car to arrive, which is the case with conveyor belt assembly. Thus, utilization rates are higher.
However, our simulation showed that the total number of FMCs necessary to produce a given model is slightly higher than the number of conveyor belt stations. While the latter usually have two workers each, most cells are designed with just one worker, since it is hard to fully utilize two workers at the same time at the same station.
Flexible-cell manufacturing has other positive effects on productivity. Since manufacturing cells are not interconnected, a single cell stoppage will not necessarily cause a full production breakdown, as it would in a conventional assembly line. FMCs are designed to be flexible and capable of conducting more than one task, so in the event of a breakdown at one cell, an AGV carrying a car body can autonomously change direction and move to another cell. At worst, the loss of one cell will cause the output of the line to be slightly reduced.
The same advantage applies to overhauling or rearranging single cells. Manufacturers can easily expand or contract production lines in response to changed requirements or demand without having to shut down the assembly line for reconstruction. Instead, they simply add or remove FMCs as needed. For example, if one cell proves to be a bottleneck, it can quickly be duplicated to smooth production. A manufacturer may also opt for a hybrid conveyor belt/flexible-cell setup if the problem exists in only a specific part of the assembly line.
The Industry 4.0 technologies involved in the flexible approach also help manage complexity in logistics. The shop floor gets smarter, which enables just-in-time deliveries. AGVs automatically unload incoming trucks and move parts to a commissioning area. Smart mobile robots identify incoming goods by information tags and kit them for assembly at individual cells and for specific products. AGVs then transport the products on flexible delivery paths. A centralized control system tracks parts locations and reacts to disturbances immediately—redirecting parts to a new FMC if another FMC malfunctions, for example. (See Exhibit 4.)

A Flexible-Cell Manufacturing Simulation
The results of our simulation were dramatic and showed the enormous potential of flexible-cell manufacturing to improve automobile assembly. As previously noted, worker utilization rose by 12% compared with the conventional conveyor belt, leading to a drop in yearly wages of the same magnitude (after accounting for the shifting composition of the workforce).
We simulated and analyzed various production volumes using real data from the automotive industry. The results reflect a yearly volume of 100,000 cars—the center point between high-volume car manufacturing of popular, mass-market brands and lower-volume manufacturing of luxury cars. We compared key metrics, including takt time losses and work in progress (WIP). To achieve maximum comparability, we altered nothing except the layout/setup. We kept all processes similar, with the degree of automation exactly the same. We also assumed that work would be 7.5% slower given that assembly tasks in a flexible-cell layout are more complex than tasks on a conveyor belt.
The automaker’s conventional conveyor belt had 75 assembly stations with two workers at most stations, for a total of 120 workers. The product portfolio on the assembly line comprised three different car models, each with different configurations, and assembly times by car type varied by up to 50%. These differences, and the limited options for line balancing, meant that some workers were fairly unproductive because of waiting and walking between stations. The overall utilization rate across the whole line was 87%, which included working and walking time.
The flexible-cell manufacturing setup had 84 cells, most assumed to have one worker each. The cells did not have a specific takt time. Instead, process times could vary between 2 and 40 minutes according to the process and car model assembled in the cell. There were two types of cells: generalist cells combined general assembly tasks that required common tools (such as screw drivers and tools for clipping and fitting); specialized cells were equipped with highly specialized tools and equipment enabling complex processes like cockpit assembly. Specialized cells were designed to take over general assembly tasks for maximum utilization. To ensure flexibility, only commodity parts were staged at the cells; product-specific parts were kitted and delivered to the appropriate assembly cells. The simulation integrated buffers—similar to waiting areas—between cells, so when a car exited one cell it could idle until workers in the next cell were ready. Thus, cars waited for workers instead of workers waiting for cars, which is what causes takt time losses on traditional conveyor belts.
As noted, there were 84 cells in the flexible-manufacturing simulation, 9 more stations than on the conveyor belt line. But because most cells had just one worker instead of two, the flexible-cell setup operated with only 97 workers, compared with 120 in the line model. Thus, flexible-cell manufacturing increased worker utilization to almost 98%, up from 87%.
Because cars passed only through those cells that were relevant to their specifications, less customized cars were generally completed faster than highly customized cars. With conventional conveyor belt assembly, in contrast, the first car in is always the first car out. Overall, however, the fact that cars in the flexible-cell manufacturing setup waited for workers caused throughput time to be significantly higher, at around six times that of the conventional assembly line. Thus, a key metric, WIP, actually rose. Automakers therefore need to consider the tradeoff between WIP and greater worker efficiency.
The bottom line is that the simulation showed that flexible-cell manufacturing is promising, although results will vary for different product lines and volumes. When there is very little product variance, flexible-cell assembly makes financial sense only if volumes are extremely low; just a slight increase in production numbers makes conveyor belt assembly a better option. Conversely, when there is very high product variance, flexible-cell assembly almost always makes financial sense; only when production levels are extraordinarily high is conveyor belt assembly preferable.
For many production lines, traditional conveyor belts have reached the limits of their capabilities, resulting in major efficiency and takt time losses. These challenges will intensify in the coming years as production complexity grows. The costs of installing a new conveyor belt assembly line and a new flexible-cell setup are quite similar, so companies considering a new production line or greenfield project should give flexible-cell manufacturing a very close look. It’s critical to assess the cost of complexity and inefficiency on a line-by-line basis, taking into account factors such as the number of product variations, the differences in cycle time among workstations, and space constraints. The worker utilization rate and the WIP will play a crucial role in those assessments. Companies that can optimize their manufacturing structure as part of a broader effort to design the “Factory of the Future” will be ready to manage growing complexity in the years ahead.





